





Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1. Технические решения, принятые в рабочих чертежах соответствуют требованиям экологических, санитарно-гигиенических, противопожарных и других норм, действующих на территории Российской Федерации и обеспечивают безопасную для жизни и здоровья людей эксплуатацию объекта при соблюдении предусмотренных рабочими чертежами мероприятий.
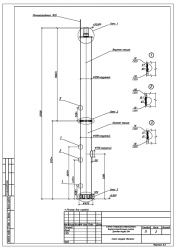
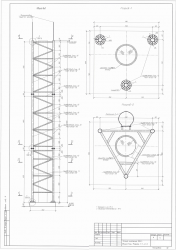
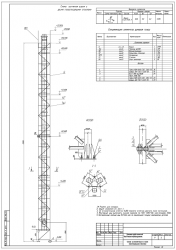
2. В настоящем комплекте разработана дымовая труба в стальной башне со следующими параметрами:
- выcота трубы - Н=20 м.
- внутренний диаметр - 450 мм.
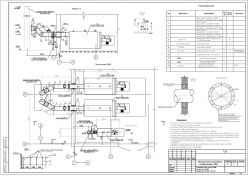
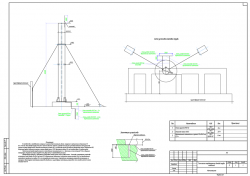
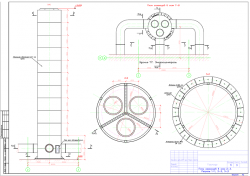
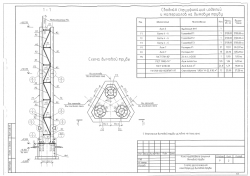
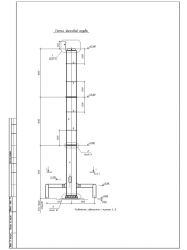
3. Дымовая труба состоит из четырехгранной башни и тонкостенной цилиндрической оболочки - газоотводящего ствола, закрепленного внутри башни.
4. Газоотводящий ствол представляет собой тонкостенную цилиндрическую оболочку с внутренним диаметром 450 мм с кольцевыми ребрами жесткости.
5. По высоте башни предусмотрены площадки-диафрагмы, выполняющие роль жестких диафрагм, посредством которых горизонтальные ветровые нагрузки от трубы-оболочки передаются на башню. Труба-оболочка опирается на диафрагмы башни через специальные упоры. Кострукция упоров обеспечивает возможность температурного расширения трубы-оболочки относительно башни.
6. Для подъема на башню по всей ее высоте запроектирована лестница-стремянка.
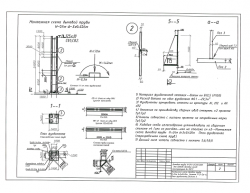
7. Проектом предусмотрено применение следующих марок стали:
- для расчетных элементов башни - из фасонного проката (уголки, швеллеры), из листовой стали - сталь марки С255 по ГОСТ 27772-88*;
- для нерасчетных элементов башни - ограждения, настил площадок - сталь марки С235 для сварных конструкций по ГОСТ 27772-88*;
- для газоотводящего ствола - низколегированная сталь марки С345 по ГОСТ 27772-88*.
8. Все сварные швы варить электродами типа Э50А по ГОСТ 9467-75*.
9. При изготовлении сварных соединений все угловые швы выполнять с плавным переходом к основному металлу; угловые швы, воспринимающие продольные усилия допускается выполнять с плоской поверхностью. Соотношения катетов сварных швов принимать 1:1.5. Все стыковые швы оболочки газоотводящего ствола должны быть с полным проваром, с проверкой методами физического контроля в местах пересечения кольцевых и продольных швов оболочки. Применение прерывистых швов, электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий запрещается.
 Новинка
Новинка 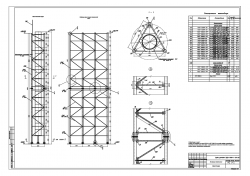
 Новинка
Новинка 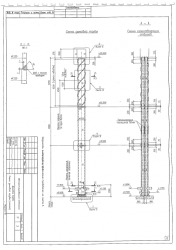 Новинка
Новинка 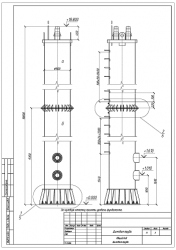 Новинка
Новинка  Бесплатно
Бесплатно (1)-250.png) Новинка
Новинка 
 Новинка
Новинка 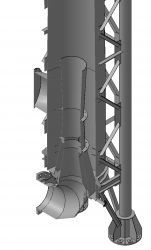 Новинка
Новинка _Страница_1-250.png) Новинка
Новинка 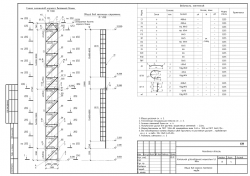 Новинка
Новинка 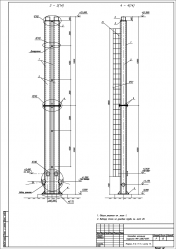
 Новинка
Новинка 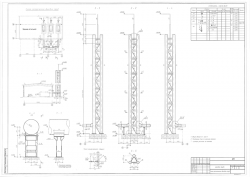 Новинка
Новинка (1)-250.png) Новинка
Новинка  Новинка
Новинка 
-250.png) Новинка
Новинка 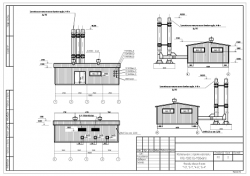
 Новинка
Новинка 
















