




Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1. Настоящая рабочая документация разработана на основании технического задания на проектирование.
2. За относительную отметку 0,000 принят уровень чистого пола котельной.
3. Рабочая документация разработана в соответствии с действующими нормами, правилами и стандартами.
- СНиП II-23-81* «Стальные конструкции. Нормы проектирования»;
- СНиП 2.01.07-85 «Нагрузки и воздействия»;
- ГОСТ 23118-99 «Конструкции стальные строительные»;
- СНиП 2.03.11-85 «Защита строительных конструкций от коррозии»
- Огрунтовка металлоконструкций, изготовляемых на площадке;
- Устройство стыков перед нанесением антикоррозийной защиты;
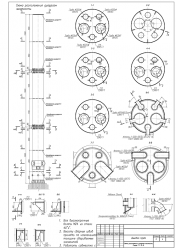
6.1. Дымовая труба водогрейной котельной состоит из трех газоотводящих стволов с внутренним диаметром 400 мм. Подвеска вертикальных стволов осуществляется на башню, с внешней стороны, которая представляет из себя пространственную конструкцию из металлических профилей. Несущими элементами башни являются трубы по ГОСТ 8732-78, связанные между собой системой раскосов и горизонтальных связей с установкой диафрагм. Внутри пространственной конструкции установлена лестница с ограждением, пространство лестничного ограждения закрывается створками для предотвращения падения людей, выполняющих осмотр газоходов, створки должны открываться снизу вверх.
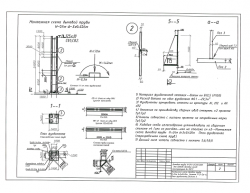
6.2. Дымовая труба устанавливается на отдельно стоящий фундамент.
7.1. Марки стали элементов конструкций приняты в зависимости от группы конструкций с учетом расчетной температуры и приведены в ведомости элементов и в спецификации металлопроката.
7.2. Сварку выполнять по ГОСТ 5264-80, ГОСТ 11534-75*
- заводские соединения – сварные;
- монтажные соединения – на сварке, на болтах класса точности В, класса прочности 8,8;
8.1. Катет сварного шва принимать по минимальной толщине свариваемых деталей, если иное не указано на чертежах. Сварку производить электродами Э50А ГОСТ 9467-75*
8.2. Монтажные швы выполнять ручной сваркой;
8.3. Крепежные элементы болтовых соединений должны удовлетворять требованиям п.2.4 СНиП II-12-81*
8.4. Крепежные элементы и сварочных соединений должны удовлетворять требованиям п.12.7 СНиП II-23-81*
9.1. Антикоррозийную защиту производить в соответствии с требованиями:
- СНиП 2.03.11-85 «Защита строительных конструкций и сооружений от коррозии»
- СНиП 3.04.03-85 «Защита строительных конструкций и сооружений от коррозии. Правила производства и приемки работ»
9.2. Для защиты конструкций от коррозии, металлоконструкции покрыть грунтовкой ГФ-021 по ГОСТ 21129-82 -1 слой и окрасить эмалью ПФ-115 по ГОСТ 6465-76 -2 слоя.
9.3. Маркировочную окраску выполнить согласно ПБ 03-445-02, в два резко отличающихся друг от друга маркировочных цвета: красный и белый, причем красный цвет будет первым (шириной 2,5м), считая от обреза трубы, затем белый, чередование выполнить на высоту 1/3 от общей высоты конструкции.
10.1. Изготовление и монтаж конструкций производить в соответствии с требованиями:
- ГОСТ 23118-99 «Конструкции стальные строительные»
- СНиП 3.03.01-87 «Несущие и ограждающие конструкции»
10.2. Проектом предусмотрено производство строительно-монтажных работ с летних условиях в соответствии с действующими нормативными документами по производству работ.
10.3. Сборка металлоконструкций: башня полностью заводского изготовления, состоящая из 2-х секций. На стройплощадке ведется сборка секций между собой.
10.4. Монтаж дымовой трубы производить по утвержденному ППР.
-250.png) Новинка
Новинка 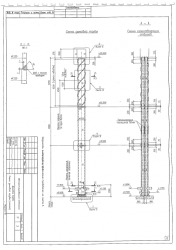 Новинка
Новинка 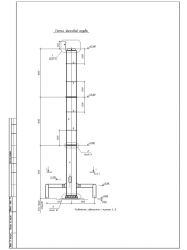
(1)-250.png) Новинка
Новинка 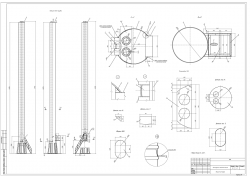 Новинка
Новинка 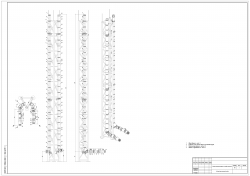
 Новинка
Новинка 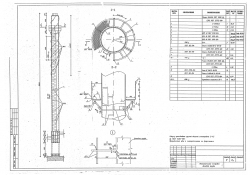 Новинка
Новинка  Новинка
Новинка 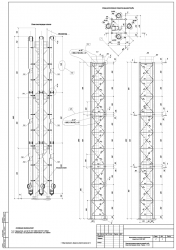 Новинка
Новинка 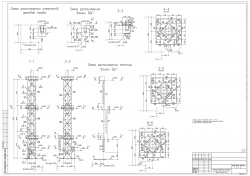 Новинка
Новинка _Страница_1-250.png) Новинка
Новинка -250.png) Новинка
Новинка 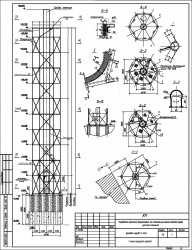 Новинка
Новинка 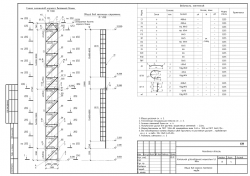 Новинка
Новинка (1)-250.png) Новинка
Новинка 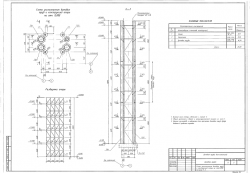 Новинка
Новинка 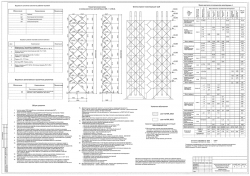
 Новинка
Новинка 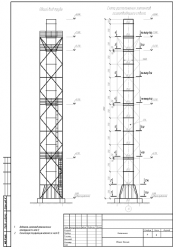 Новинка
Новинка 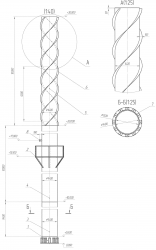 Новинка
Новинка 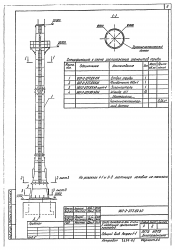 Бесплатно
Бесплатно  Бесплатно
Бесплатно 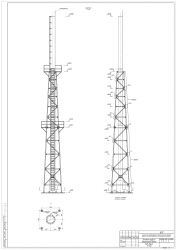 Новинка
Новинка 
















