Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
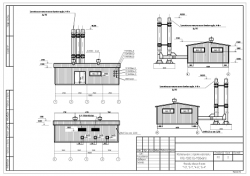
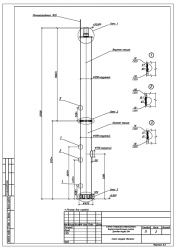
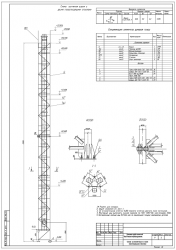
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1.Рабочая документация разработана на основании договора
2.Рабочая документация разработана в соответствии с действующими нормами, правилами и стандартами.
- СНиП 2.01.07-85* "Нагрузки и воздействия"
- СНиП II-7-81* "Строительство в сейсмических районах"
- СНиП II-23-81* "Стальные конструкции"
- СНиП 2.03.11-85* "Защита строительных конструкций от коррозии"
- СНиП 21-01-97 "Пожарная безопасность зданий и сооружений"
- СНиП 3.03.01-87 "Несущие и ограждающие конструкции"
- СП 53-101-98 "Изготовление и контроль качества стальных строительных конструкций"
- ГОСТ 23118-99 "Конструкции стальные строительные "
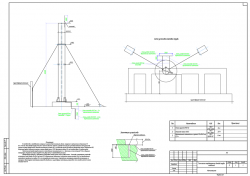
4. За абсолютную отметку 0,000 принят уровень чистого пола котельной.Сталь элементов конструкции принята в зависимости от видов конструкций с учетом расчетных температур и приведена в ведомости элементов.
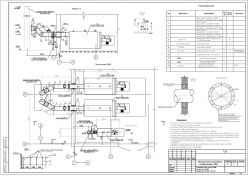
Изготовление и контроль качества производить согласно ГОСТ 23118-99 "Конструкции стальные строительные. Общие технические условия" и СП 53-01-99 "Изготовление и контроль качества стальных строительных конструкций", монтаж и приемку металлоконструкций производить в соответствии с требованиями СНиП 3.03.01-87 "Несущие и ограждающие конструкции".
Работы по монтажу металлоконструкций производить согласно проекта производства работ с соблюдением правил пожарной безопасности в строительстве, обеспечивая временное раскрепление установленных конструкций.
Все монтажные прихватки, временные приспособления после окончания монтажа должны быть сняты, а места приварки зачищены, огрунтованы и окрашены.
Минимальное усилие для прикрепления элементов 5тс.
Все заводские соединения элементов металлоконструкций - сварные. Монтажные сварные соединения указаны в узлах.
Материалы для сварки, соответствующие маркам сталей, принимать по т.55 СНиП II-23-81*.
Заводские угловые швы во всех элементах, выполнять механизированной сваркой в среде углекислого газа или его смеси с аргоном, либо порошковой проволокой.
Указанные размеры угловых швов приняты из расчета заводские - для механизированной сварки под флюсом "в лодочку" и механизированной сварки в среде углекислого газа в нижнем горизонтальном и вертикальном положениях: монтажные - для ручной сварки.
При переходе на другие виды сварки или сварочные материалы, а также при применении специальных мер направленных на повышение производительности процесса сварки, размеры всех оговоренных сварных швов должны быть пересчитаны в соответствии с указаниями СНиП II-23-81*.
Размеры расчетных сварных швов, не указанные на чертежах, принимать в зависимости от усилий и толщин свариваемых элементов.
Минимальные катеты угловых швов следует принимать по т.38* СНиП II-23-81*. Минимальная длина угловых швов - 60мм.
Защита строительных конструкций от коррозии должна производиться в соответствии с указаниями СНиП 2-03.11-85* "Защита строительных конструкций от коррозии" и ГОСТ 9.402-2004.
Поверхность металлоконструкций, подлежащих подготовке перед окрашиванием, не должна иметь заусенцев, острых кромок (радиусом менее 3мм), сварочных брызг, прожогов, остатков флюса.
Подготовку поверхности выполнять в соответствии с ГОСТ 9.402-2004.
При производстве работ по антикоррозийной защите и контролю качества лакокрасочных покрытий руководствоваться СНиП 3.04.03-85* "Защита строительных конструкций и сооружений от коррозии. Правила производства и приемки работ".
Подготовку поверхности выполнять в соответствии с ГОСТ 9.403-2004.
Строповка, внутризаводское транспортирование, погрузка на транспортные средства, разгрузка и монтаж металлоконструкций выполнять приемами, исключающими повреждение антикоррозионного покрытия.
При транспортировании и хранении конструкций руководствоваться ГОСТ 23118-99 раздел 7 "Конструкции строительные".
 Новинка
Новинка 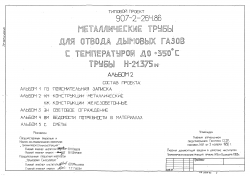 Бесплатно
Бесплатно 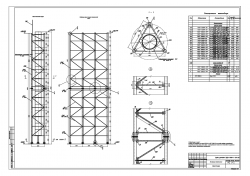
 Новинка
Новинка  Новинка
Новинка 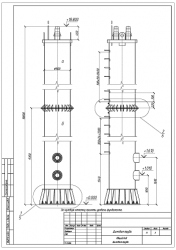 Новинка
Новинка 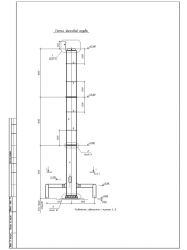
(1)-250.png) Новинка
Новинка 
 Новинка
Новинка  Новинка
Новинка _Страница_1-250.png) Новинка
Новинка  Новинка
Новинка  Новинка
Новинка 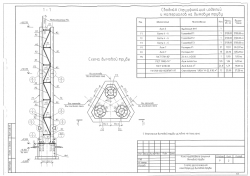 Новинка
Новинка 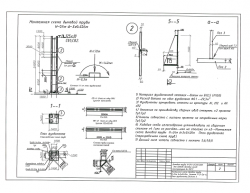 Новинка
Новинка (1)-250.png) Новинка
Новинка  Новинка
Новинка 
-250.png) Новинка
Новинка