



Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
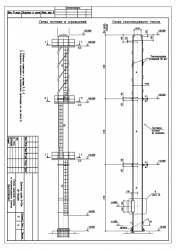
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
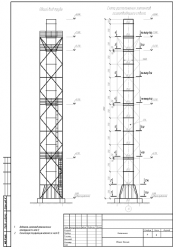
2.1. Ствол трубы - из электросварной трубы 820 по ГОСТ 10704-91.
2.2. Несущие элементы ограждения - из полосы 4х50.
2.3. Несущие элементы лестницы из гладкой арматуры Ф20.
3.1. Материал конструкций:
- ГОСТ 27772-88; марка стали ВСтЭпс6
3.2. Техническую спецификацию металла см. на листе 2.
4.1. Все заводские соединения - сварные, монтажные - класса прочности 5.8.; 8.8 и сварке.
4.2. Сварные соединения.
Материалы для сварки, соответствующие сталям, принимать по табл.55 СНиП II-23-81*.
Сварку металлических элементов выполнять электродами по ГОСТ 9467-75. Высоту сварных швов принимать по наименьшей толщине свариваемых элементов. Все стыковые швы выполнять равнополочными с полным проваром, с последующим контролем физическими методами мест пересечения кольцевых и продольных швов оболочки.
Качество сварных швов должно соответствовать требованиям СНиП 3.03.01-87.
Заводские швы всех элементов выполнять полуавтоматической сваркой в среде углекислого газа при нижнем положении шва сварочной проволокой диаметром 1.4-2мм.
При выполнении сварочных работ все угловые швы выполнять с плавным переходом к основному металлу.
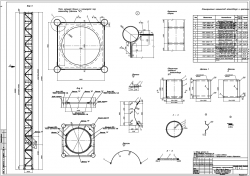
4.3. Соединения на болтах класса прочности 5.8. Контрольное натяжение смотри таблицу лист 2.
4.3.1. Все болты класса точности "В" по ГОСТ 7798-70* класса прочности 5.8 по ГОСТ 1759.4-87*, с клеймом завода, маркировкой и покрытием.
Гайки по ГОСТ 5915-70* класса прочности 5 по ГОСТ 1759.5-87.
Болты и гайки должны удовлетворять требованиям ГОСТ 1759.0-87...1759.5-87*, шайбы - требованиям ГОСТ 18123-82*.
Использование болтов без клейма, маркировки и покрытия или второго сорта, а также изготовленных из автоматных сталей, не допускается.
Гайки постоянных болтов должны быть закреплены от самоотвинчивания:
- в соединениях на болтах, работающих на срез - постановкой пружинной шайбы.
5.1. Антикоррозионную защиту наружной и внутренней поверхности ствола трубы выполнять по ГОСТ 23122-78*.
5.2. Подготовку металлических поверхностей перед окрашиванием производить в соответствии с ГОСТ 9.402-2004.
Поверхности металлоконструкций, подлежащие подготовке перед окрашиванием, не должны иметь заусенцев, сварочных брызг, прожогов, остатков флюса. Поверхности металлоконструкций должны иметь вторую степень очистки от окислов и первую степень обезжиривания по ГОСТ 9.402-2004. Очистку поверхности от окислов производить дробеструйной (дробеметной) обработкой или механическим инструментом с использованием абразивных кругов или шлифовальных шкурок.
 Новинка
Новинка 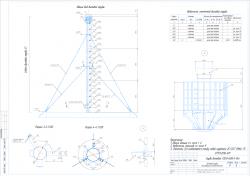
 Бесплатно
Бесплатно  Новинка
Новинка 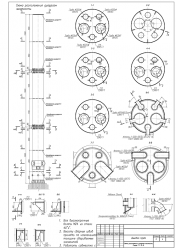 Новинка
Новинка 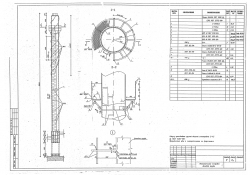 Новинка
Новинка  Новинка
Новинка 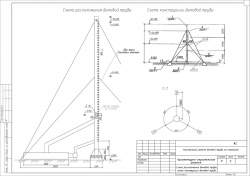 Новинка
Новинка  Бесплатно
Бесплатно 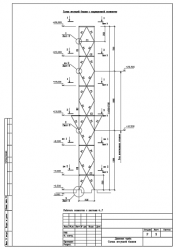 Новинка
Новинка 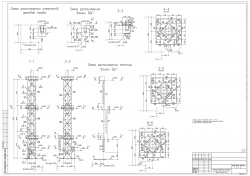 Новинка
Новинка -250.png) Новинка
Новинка 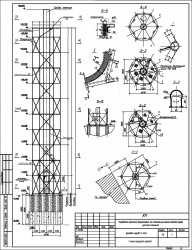 Новинка
Новинка (1)-250.png) Новинка
Новинка 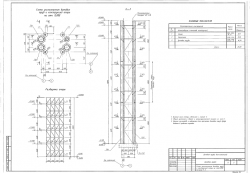 Новинка
Новинка 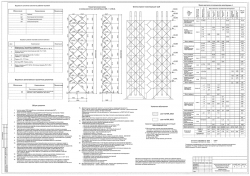
 Новинка
Новинка 
 Новинка
Новинка 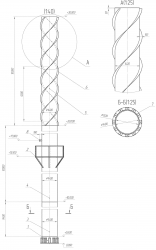 Новинка
Новинка 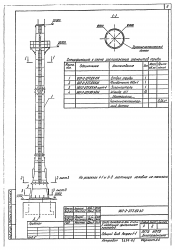 Бесплатно
Бесплатно  Бесплатно
Бесплатно 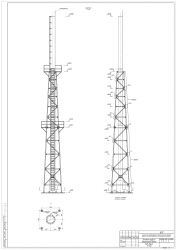 Новинка
Новинка 
















