Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее








Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
- Технические здания на разработку рабочей документации;
- СП 16.13330.2011 Актуализированная редакция СНиП II-23-81* "Стальные конструкции. Нормы проектирования";
- СП 20.13330.2011 Актуализированная редакция СНиП 2.01.07-85* "Нагрузки и воздействия";
- Пособие по проектированию стальных конструкций (к СП 16.13330.2011 Актуализированная редакция СНиП II-23-81* "Стальные конструкции. Нормы проектирования")
1.2. Копирование, передача третьим лицам и применение его как в целом, так и частями, для других объектов строительства без письменного соглашения собственника запрещается.
-место строительства г. Старый Оскол.
-расчетная снеговая нагрузка 180 кг/кв.м.
-ветровой район,тип местности II, А
-нормативный напор ветра 0,30 кПа
1.4. За относительную отметку 0,000 принята отметка низа опорной базы дымовой трубы, что соответствует чистому полу котельной.
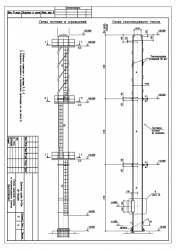
2.1. Проектом предусматривается установка дымовой трубы диаметром 630 мм. Крепление дымовой трубы осуществляется на фундамент и через два яруса оттяжек, которые в свою очередь крепятся к закладным деталям на расстоянии, предусмотренном проектом.
2.2 Соединения элементов дымовой трубы запроектированы на сварке.
2.3. В заводских условиях для сварки применять полуавтоматическую сварку в среде углекислого газа ГОСТ 8050-85. Сварные швы, кроме оговоренных на чертежах, следует назначать по усилиям. Нерасчетные, а также минимальные расчетные толщины швов принимать по табл. 38 СП 16.13330.2011*.
2.4. Монтажная сварка осуществляется электродами типа Э46 по ГОСТ 9467-75*. Сварку производить в соответствии с требованиями СП 16.13330.2011*.
3.1. Материал выбран с учетом климатических параметров СП 131.13330.2012* "Строительная климатология".
3.2. Указания о принятых марках стали приведены в технической спецификации стали.
3.3. Материалы, рекомендуемые для сварных и болтовых соединений, и их расчетные сопротивления принимать в соответствии с требованиями приложения "Г" СП 16.13330.2011* "Стальные конструкции".
4.1. Крепление элементов производить на опорные усилия, указанные в ведомостях элементов конструкций. Неоговоренные швы принимать по расчету, но не менее указанных в таблице 38, СП 16.13330.2011* "Стальные конструкции".
4.2. Монтажные соединения - на болтах по ГОСТ 7798-70. Гайки принять по ГОСТ ISO 4032-2014. Применение автоматной стали не допускается. Болтовое соединение выполнить с контргайкой, с подкладкой одной круглой шайбы под головку болта и не более двух круглых шайб под гайки. Шайбы принять по ГОСТ 11371-78.
4.3. Элементы замкнутого сечения должны иметь по торцам заглушки. Прорези в этих элементах должны быть заварены сплошными швами, предотвращающими попадание влаги внутрь элемента.
4.4. Все монтажные приспособления и временные крепления после окончания монтажа должны быть удалены, а места их приварки - зачищены и огрунтованы.
4.5. Изготовление конструкций башни производить по чертежам КМД, разработанным заводом-изготовителем на основе данного проекта КМ, с соблюдением требований СП 53-101-98* "Изготовление и контроль качества стальных строительных конструкций" и СП 16.13330.2011* "Стальные конструкции".
4.6. Точность изготовления элементов должна обеспечить прямолинейность ствола дымовой трубы. На заводе-изготовителе должна производиться контрольная сборка элементов несущей башни согласно разделу 13 СП 53-101-98*.
4.7. Монтаж конструкций производить на основании утвержденного проекта производства работ, разработанному специализированной организацией, с помощью автокранов.
4.8. На период производства работ все стальные конструкции должны быть защищены от потери устойчивости.
5.1. Общая антикоррозийная защита металлоконструкций предусмотрена в соответствии с СП 28.13330.2012 "Защита строительных конструкций от коррозии "с учетом среднеагрессивной среды.
5.2. Несущая башня окрашивается грунтовкой ГФ-021 в один слой на заводе - изготовителе. Затем покрываются эмалью ПФ-115 в два слоя на заводе-изготовителе. После монтажа поврежденное покрытие подлежит восстановлению.
5.3. Защиту болтов, гаек и шайб от коррозии осуществлять путем горячего цинкования, с последующим хромированием по ГОСТ 9.303-84.
5.4. Поверхность перед окрашиванием должна быть сухой и чистой и иметь третью степень очистки в соответствии с ГОСТ 9.402-2004.
6.1. Грозозащита дымовой трубы состоит из 1-го молниеприемника и заземления. Молниеприемник из круглой горячекатаной стали 18 мм, возвышающийся над оголовком газоодымовой трубы на 1,325 м.
6.2. Опорные базы дымовой трубы соединить с существующим контуром заземления котельной металлической полосой - 5х50 мм.
 Новинка
Новинка 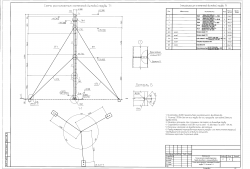 Бесплатно
Бесплатно 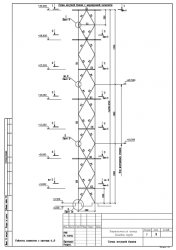
 Бесплатно
Бесплатно  Бесплатно
Бесплатно  Новинка
Новинка 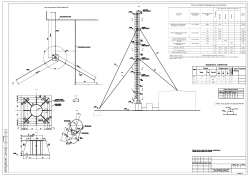 Бесплатно
Бесплатно 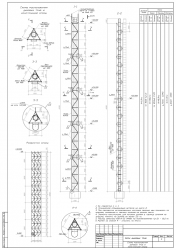 Новинка
Новинка 
















