



Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
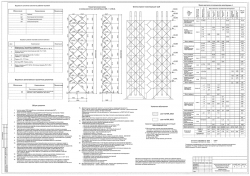
-СНиП III-18-75. Металлические конструкции. Правила производства и приемки работ;
-СНиП 3.03.01-87. Несущие и ограждающие конструкции.
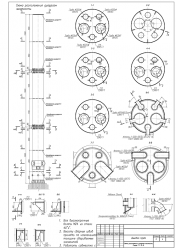
2. Все монтажные крепления, прихватки, временные приспособления после окончания монтажа должны быть сняты, а места приварки зачищены.
3. Расчетные усилия даны в кН и кНм.
4. Сварку конструкций производить в соответствии с требованиями главы СНиП II-23-81*. Сварные швы, кроме оговоренных на чертежах, назначать по наименьшей из толщин свариваемых элементов. Минимальные толщины угловых швов принимать по таблице 38* главы II-23-81*. Монтажные швы выполнить ручной сваркой.
5. Заводские сварные стыки элементов выполнять по площади сечения стыкуемых элементов.
6. Кромки деталей, работающих на растяжение, в том числе кромки стыковочных накладок должны обрабатываться в соответствии с требованиями п. 1.18 СНиП III-18-75.
7. Соединение элементов в замкнутое сечение производить только сплошным швом. Все элементы коробчатого сечения по торцам должны иметь заглушки и должны быть заварены сплошными швами предотвращающими попадание воды вовнутрь.
- 1 слой грунта ФЛ-03к (ГОСТ 9109-81) или ХС-010 (ТУ 6-21-51-90)
- 2 слой эмали ХВ-124 (ГОСТ 10144-74).
9. Общая толщина покрытия должна составлять не менее 80 мкм.
10. Защиту конструкций от коррозии производить по очищенной поверхности. Способ очистки – дробеструйный (пескоструйный), степень очистки не ниже 3 по ГОСТ 3.402-80.
11. Работы по антикоррозионной защите вести в соответствии со СНиП 3.04.03-85 и ГОСТ 12.3.035-84 (Работы окрасочные. Требования безопасности)
 Новинка
Новинка 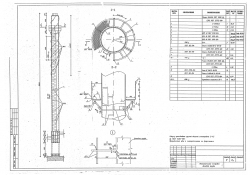 Новинка
Новинка  Новинка
Новинка  Бесплатно
Бесплатно 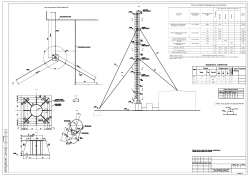 Бесплатно
Бесплатно 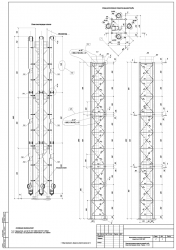 Новинка
Новинка 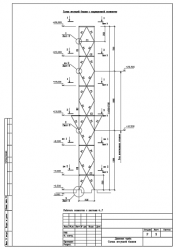 Новинка
Новинка  Новинка
Новинка _Страница_1-250.png) Новинка
Новинка -250.png) Новинка
Новинка 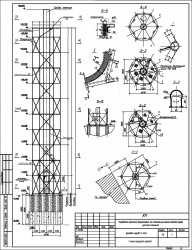 Новинка
Новинка (1)-250.png) Новинка
Новинка  Бесплатно
Бесплатно 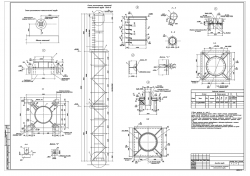
 Новинка
Новинка 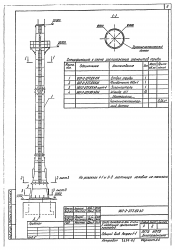 Бесплатно
Бесплатно  Бесплатно
Бесплатно 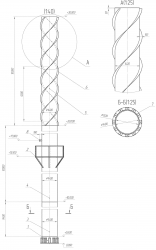 Новинка
Новинка 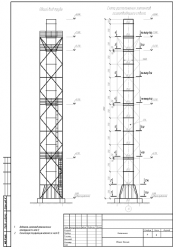 Новинка
Новинка  Новинка
Новинка 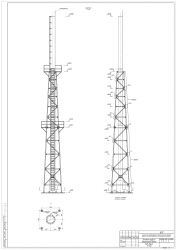 Новинка
Новинка 
















