






Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
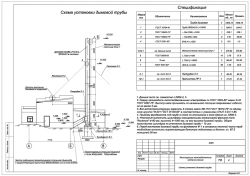
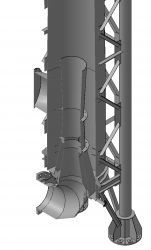
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
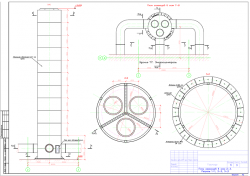
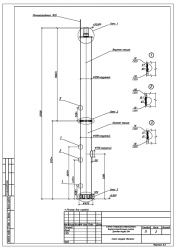
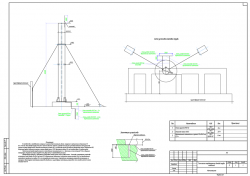
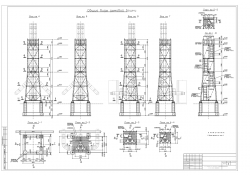
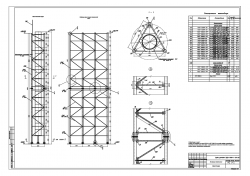
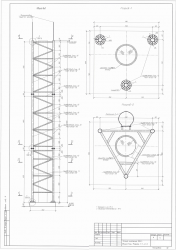
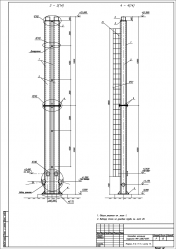
1.1. В настоящем разделе запроектированы металлические конструкции дымовой трубы 16 м.
1.2. Металлические конструкции запроектированы в соответствии:
- СП 16.13330.2011 «Стальные конструкции. Актуализированная редакция СНиП II-12-81*»;
- СП 20.13330.2011 «Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85»;
- СНиП 3.03.01-87 «Несущие и ограждающие конструкции».
2.1. Материал конструкций оговорен на схемах конструкций, в ведомостях элементов и в технической спецификации стали.
3.1. Изготовление и монтаж конструкций производить в соответствии:
- СП 53-101-98 «Изготовление и контроль качества строительных стальных конструкций»
- СНиП 3.03.01-87 «Несущие и ограждающие конструкции»
- ГОСТ 23118-99 «Конструкции стальные строительные»
- Проекта производства работ на монтаж металлоконструкций.
4.1. Крепление элементов производить на опорные усилия, указанные в ведомости элементов и узлах. Неоговоренное минимальное осевое усилие для расчета прикрепления сжато-растянутых элементов – 5 т.
4.2. Заводские соединения – сварные, неоговоренные швы принимать h=6мм, но не более 1,2 минимальной толщины свариваемых элементов.
4.3. Монтажные соединения на монтажной сварке или на болтах класса точности В.
4.4. Элементы замкнутого сечения должны иметь по торцам заглушки, заваренные сплошными швами, предотвращающими попадание влаги внутрь элемента.
4.5. Сварку конструкций производить в соответствии с требованиями главы СНиП II-23-81* ГОСТ 23118-99.
4.6. Методы и объем контроля сварных швов должны осуществляться на основании требований соответствующих стандартов и проектной документации.
4.7. Минимальную толщину угловых швов принимать по табл.36* главы СНиП II-23-81*, но не более 1,2t, где t – наименьшая толщина одного из свариваемых элементов.
4.8. Все стыковые швы выполнять с полным проваром и подваркой корня. При больших толщинах (более 10мм, кроме фланцев) делать разделку кромок.
5.1. Антикоррозионную защиту производить в соответствии с требованиями:
- СНиП 2.03.11-85 «Защита строительных конструкций от коррозии» табл.29 и приложение 15;
- СНиП 3.04.03-85 «Защита строительных конструкций и сооружений от коррозии. Правила производства приемки работ»
5.2. Антикоррозионная защита металлоконструкций выполняется после подготовки поверхности под окраску путем очистки от окалины, ржавчины механическим, термическим или химическим способом. Стальные конструкции должны быть огрунтованы на заводе-изготовителе, за исключением мест монтажной сварки.
5.3. Качество лакокрасочного покрытия должна соответствовать V классу ГОСТ 9030-74. Стальные конструкции окрасить эмалью ПФ-115 по ГОСТ 6465-76 за два раза по двум слоям грунта ГФ-021 по ГОСТ 25129-82 по подготовительной поверхности. Суммарная толщина лакокрасочного покрытия не менее 80мкм.
 Новинка
Новинка 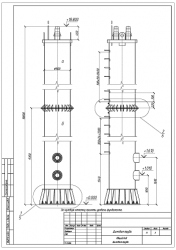 Новинка
Новинка 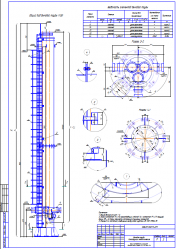 Новинка
Новинка 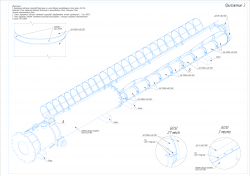 Новинка
Новинка 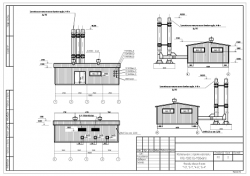
_Страница_1-250.png)
 Бесплатно
Бесплатно 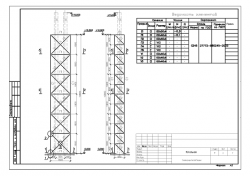
 Новинка
Новинка (1)-250.png)
 Новинка
Новинка 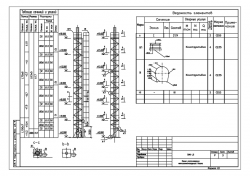 Новинка
Новинка 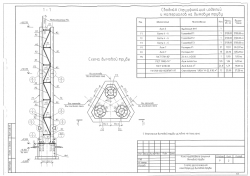 Новинка
Новинка 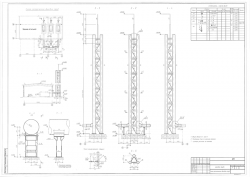 Новинка
Новинка  Новинка
Новинка 
(1)-250.png) Новинка
Новинка 
















