Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее






Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
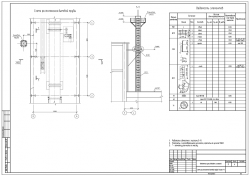
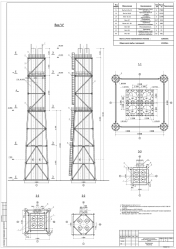
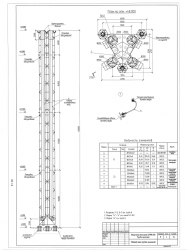
Дымовая труба высотой Н =40,00м (высота по газоотводящему стволу) представляет собой пространственную стержневую конструкцию в виде четырехгранной несущей башни с размером грани 4,285 м по осям. А также трех газоотводящих стволов Ду 1800 мм закрепленных внутри башни. Газоотводящие стволы опираются на опорные площадки на отм. +2,255, +5,155,+10,955,+17,155,+22,956,+29,155+34,954,+38,255м Внутри несущей башни запректированны лестницы и площадки на болтовых соединениях.
Площадки обслуживания располагаются на отм. +5,155,+10,955,+17,155,+22,956,+29,155,+38,255. Соединения элементов решетки с поясами запроектированы на болтах класса точности "В". Стыки поясов башни запроектированы на фланцах с применением высокопрочных болтов.
Изготовление и монтаж конструкции производить в соответствии с требованиями:
- ГОСТ 23118-99 "Конструкции стальные строительные"
- СП.70.13330.2012 "Несущие и ограждающие конструкции"
Все заводские соединения - сварные, монтажные - на болтах класса прочности 8.8, 10.9. Межсегментные соединения запроектированы в виде фланцевых соединений, свинченных болтами. Предварительное натяжение высокопрочных болтов при монтажной сборке фланцевых соединений следует производить закручиванием гаек до значения закручивания момента Mt, определяемого по формуле Мt=nkBod, где n=1.06; k- среднее значение коэффициента закручивания для каждой партии болтов по сертификату или принимаемое равным 0,18 при отсутствии таких значений; Bo=0.9 Rbh*Abn).
Использование болтов без клейма, маркировки и покрытия или второго сорта, а также изготовленных из автоматных сталей, не допускается. Сварку производить по контуру сопрягаемых элементов. Катеты сварных швов принимать по наименьшей толщине свариваемого элемента. Прочность сварного шва должна быть не ниже предела временного сопративления разрыву основного металла. Крепежные элементы болтовых соединений должны удовлетворять требованиям п.2.4 СНиП II-23-81*. Для предотвращения самоотвинчивания гаек, в соединениях установить пружинные шайбы или контргайки. Также необходимо установить круглую шайбу под гайки и под шляпку болта. Установку колонн начать после того, как бетон фундамента наберет половину марочной прочности. Материалы для сварки, соответствующие сталям, принимать по приложению Г СП16.13330.2011. Размеры сварных швов принимать в зависимости от толщин свариваемых элементов. Качество всех сварных швов с полным проваром должно быть проверено неразрушающими методами контроля. Контроль качества сварных соединений должен проводиться с учетом требований ГОСТ 23118-99 «Конструкции стальные строительные. Общие технические условия».
Антикоррозийную защиту производить в соответствии с требованиями: СП 28.13330.2012 "Защита строительных конструкций и сооружений от коррозии". Общая толщина лакокрасочного покрытия должна быть не менее 120 мкм. Окраску металлоконструкций подвергающихся атмосферным воздействиям произвести грунт-эмальюь MASSCOPUR. Подготовку металлических поверхностей перед окрашиванием производить в соответствии с ГОСТ 9.402-80*. Поверхности металлоконструкций, подлежащие подготовке перед окрашиванием, не должны иметь заусенцев, сварочных брызг, прожогов, остатков флюса. Поверхности металлоконструкций должны иметь третью степень очистки от окислов и первую степень обезжиривания по ГОСТ 9.402-80*. В монтажных стыках и узлах, а также в местах где окраска повреждена неоштукатуренные
металлоконструкции после окончания всех монтажных работ должны быть очищены, огрунтованы грунтовкой и защищены от коррозии двумя слоями эмали.
 Бесплатно
Бесплатно 
 Бесплатно
Бесплатно 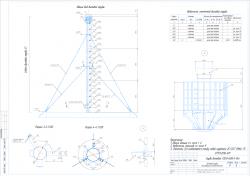
 Новинка
Новинка 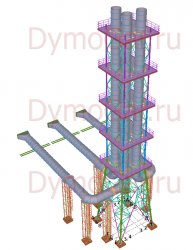 Новинка
Новинка 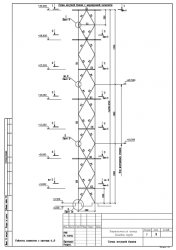
 Новинка
Новинка 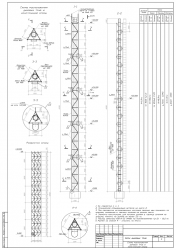 Новинка
Новинка  Бесплатно
Бесплатно 
















