



Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1.1. Рабочая документация металлоконструкций дымовой трубы разработана на основании технологического задания.
1.2. Технические решения приняты в рабочих чертежах, соответствуют техническим требованиям строительных, экологических, санитарно-гигиенических, противопожарных норм, действующих на территории Российской Федерации и обеспечивают безопасную, для жизни и здоровья людей, эксплуатацию объекта при соблюдении предусмотренных рабочими чертежами мероприятий.
1.3. Категория производства по взрывной, взрывопожарной и пожарной опасности – Г.
1.4. Конструкции запроектированы в соответствии с требованиями:
- СП 20.13330.2011 «Нагрузки и воздействия»
- СП 16.13330.2011 «Стальные конструкции»
- СП 28.13330.2011 «Защита строительных конструкций от коррозии»
2.1. Дымовая труба представляет собой один газоотводящий ствол высотой 40 м, опирающаяся на конструкции встроенной вытяжной башни высотой 40,0 м.
2.2. Дымовая труба расположена в плане внутри треугольника. Внешний диаметр дымовой трубы – 600 мм, внутренний диаметр дымовой трубы – 500 мм.
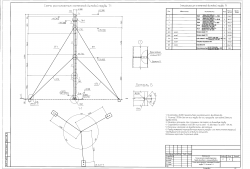
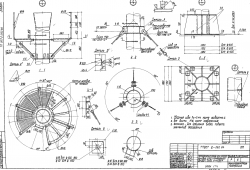
2.3. Опора представляет собой пространственную решетчатую, треугольную в плане, конструкцию постоянного сечения по высоте. Пояса опоры запроектированы трубчатого сечения, решетка – из прокатных уголков.
2.4. Для обеспечения пространственной жесткости по высоте опоры предусмотрены крепление дымовой трубы на встроенную опору посредством кронштейнов с хомутами и разгрузочных площадок.
2.5. Дымовая труба и опора расположены на единой фундаментной плите.
4.1. Материал конструкций выбран в соответствии с СП 16.13330.2011 «Приложение В»
5.1. Материал для механизированной и ручной сварки принимать в соответствии с СП 16.13330.2011 «Приложение Г»
5.2. Монтаж металлоконструкций производить в соответствии с проектом производства работ и СНиП 3.03.01-87.
5.3. В заводских условиях для сварки элементов следует применять полуавтоматическую сварку в среде углекислого газа по ГОСТ 8050-76. Сварочная проволока марки СВ-08Г2С по ГСОТ 2246-70* или порошковая проволока марки ПП-АН-8.
5.4. Все заводские соединения элементов несущих конструкций в узлах выполнены сварными и на болтах класса точности «В», монтажные соединения – на постоянных болтах класса точности «В»
6.1. Перед нанесением защитных покрытий поверхности стальных конструкций должны быть обезжирены и очищены от загрязнений и окислов (окалины, ржавчины, шлаковых включений) по 3-й степени очистки по ГОСТ 9.402-2004, от жировых загрязнений и маркировочных надписей – по 3-й степени очистки по ГОСТ 9.402-2004.
6.2. Все металлоконструкции опоры подлежат антикоррозийной защите в соответствии с «приложением Ц» в СП 28.13330.2012.
6.3. Работы выполнять в соответствии с требованиями следующих нормативных документов:
- СП 28.1333.2012 «Защита строительных конструкций от коррозии»
- СНиП 3.04.03-85 «Защита строительных конструкций и сооружений от коррозии. Правила производства и приемки работ»
- СНиП 21-01-97* «Пожарная безопасность зданий и сооружений»
- ГОСТ 12.3.035-85 «Требования техники безопасности. Работы окрасочные»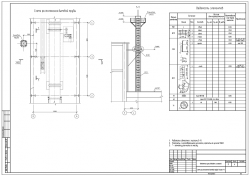
 Бесплатно
Бесплатно 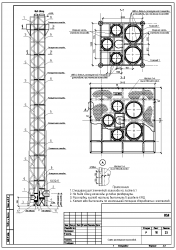 Новинка
Новинка 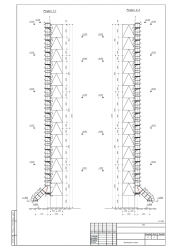 Новинка
Новинка  Бесплатно
Бесплатно 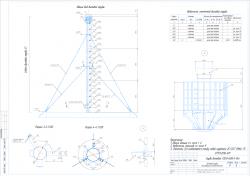
 Бесплатно
Бесплатно  Бесплатно
Бесплатно 
















