



Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
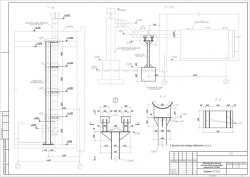
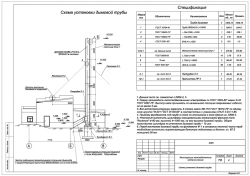
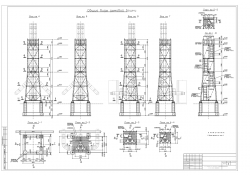
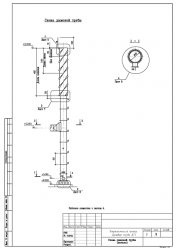
1.1. Проект дымовой трубы с тремя теплоизолированными газоотводящими стволами: Ду 350 – 3 шт, высота дымовой трубы 12 м, выполнен в соответствии с заданием на проектирование.
1.2. В состав проекта входят рабочие чертежи м/конструкций трубы.
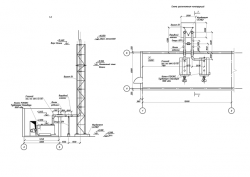
1.3. За относительную отметку +0,000 принята отметка чистого пола здания
1.4. Назначение дымовой трубы – отвод дымовых газов от газовых котлов, работающих на природном газе. Температура уходящих газов +200 С.
- СНиП II-23-81* «Стальные конструкции. Нормы проектирования.»;
- СНиП 2.01.07-85 «Нагрузки и воздействия»;
- СНиП 2.03.11-85 «Защита строительных конструкций от коррозии».
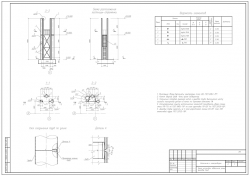
2.1. Для обеспечения устойчивости и гашения колебаний от ветровой нагрузки – трубы обвязываются связями из швеллера. Дымоходы теплоизолируются мин.ватой толщиной 50 мм. От атмосферных осадков теплоизоляция защищена скорлупой из оцинкованного листа.
2.2. Высота дымовой трубы выбрана на основе аэродинамического расчета котельных установок. (Нормативный метод).
3.1. За расчетную схему дымовой трубы принята схема (приложение 4) СНиП 2.01.07-85 «Нагрузки и воздействия».
3.2. Величины горизонтальных сил определены с учетом динамического воздействия скоростного напора ветра для типа местности «В» в соответствии со СНиП 2.01.07-85 «Нагрузки и воздействия».
4.1. Материал конструкций принят в зависимости от группы конструкций и климатического района строительства по таблице 50 СНиП II-23-81* и приведен в проекте сооружения.
5.1. Все заводские и монтажные соединения элементов трубы – сварные.
5.2. Материалы для сварочных работ приняты по таблицам 55, 56 СНиП II-23-81*. Размеры сварных швов назначены по расчетными усилиям и таблице 38 СНиП II-23-81*.
5.3. Заводские угловые швы выполнять полуавтоматической сваркой в среде углекислого газа сварочной проволокой диаметром 4-2 мм марки св-08Г 2 С по ГОСТ 2246-70*.
5.4. Стойку трубы варить электродами типа Э42А.
5.5. При производстве работ должна применяться аттестованная технология сварки, применяемые сварочные материалы и сварочное оборудование аттестованное.
5.6. Контроль качества сварных соединений выполнить в соответствии с РД 34.15.132-96.
6.1. Изготовление, приемку и монтаж выполнять в соответствии с ГОСТ 23118-99, СНиП 3.03.01-87, ПБ 03-445-02 и плана производства работ.
7.1. Работы по антикоррозийной защите выполнены согласно СНиП 2.03.11-85. До нанесения эмали поверхность металла должна соответствовать третьей степени очистки от окислов и второй степени обезжиривания по ГСОТ 9.402-2004.
7.2. Секции окрасить эмалью КО-811К ГОСТ 23122-78 за 2 раза с внутренней и внешней стороны.
7.3. Качество лакокрасочного покрытия должно соответствовать VI классу по ГОСТ 3.032-74.
 Новинка
Новинка -250.png) Новинка
Новинка 
 Новинка
Новинка 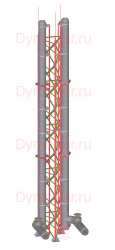 Новинка
Новинка 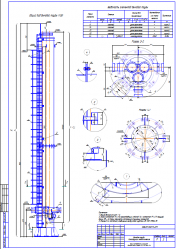 Новинка
Новинка 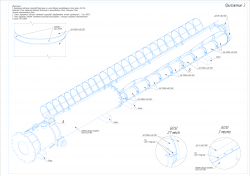 Новинка
Новинка 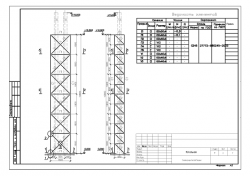
(1)-250.png)
 Новинка
Новинка _Страница_1-250.png)
 Новинка
Новинка  Новинка
Новинка 
















