Общие данные
- Проект выполнен на основании задания на проектирование
-
Расчет конструкции выполнен в соответствии:
-СНиП 2.01.07-85* "Нагрузки и воздействия" актуализированная редакция.
-СП 53-102-2004 "Общие правила проектирования стальных конструкций"
- Конструкции должны быть изготовлены в соответствии с требованиями стандартов.
- Технология производства должна регламентироваться технологической документацией.
- Защитные покрытия должны наноситься на конструкции в заводских условиях
- Покрытие: Эмаль ПФ-115(RAL7035) ГОСТ 6465-76 в два слоя по грунтовке ГФ-021 ГОСТ 25129-82 в 1 слой.
-
Нанесение покрытий непосредственно при монтаже конструкций допускается:
- при исправлении мест повреждений защитного покрытия в процессе транспортирования, хранения, монтажа;
- при нанесении цветомаркировки;
- при закрашивании заводской маркировки;
- при согласовании с заказчиком.
- Качество очистки поверхности конструкций от жировых загрязнений должно соответствовать второй степени обезжиривания поверхности по ГОСТ 9.402
- Степень очистки поверхностей конструкций от окислов должна соответствовать СНиП2.03.11.
- Газопламенная обработка контактных поверхностей заключается в очистке их кислородно-ацетиленовым пламенем с последующим удалением образовавшихся продуктов сгорания. Допускается применение пропан-бутана или природного газа взамен ацетилена по специальной инструкции.
- При очистке контактных поверхностей необходимо полностью удалять масло, грязь, ржавчину, отстающую окалину, иней, лед.
- Газопламенную обработку ведут при давлении кислорода 0,5 - 0,6 МПа и давлении ацетилена 0,04 - 0,05 МПа. Горение должно происходить с наибольшей возможной подачей кислорода. Для этого при полностью открытом ацетиленовом вентиле горелки кислородный вентиль следует открывать настолько, чтобы при свободном горении на воздухе ядро пламени отрывалось от сопла горелки, но не гасло, а при соприкосновении с поверхностью металла соединялось с соплом.
- Горелку при газопламенной обработке с использованием ацетилена перемещают по обрабатываемой поверхности со скоростью 1 м/мин. Предпочтителен способ передвижения горелки на себя, позволяющий более равномерно перемещать горелку. Каждым последующим проходом пламени следует перекрывать предыдущий на 15 - 20 мм. Во избежание коробления металл толщиной 5 - 10 мм очищают за два прохода при скорости перемещения горелки 1,5 - 2 м/мин.
- Газопламенная обработка поверхности металлопроката толщиной менее 5 мм не допускается.
- Угол наклона горелки к очищаемой поверхности должен быть в пределах 40-45°
- Продукты сгорания и отстающую окалину, оставшиеся на контактных поверхностях после газопламенной очистки, нужно удалять проволочными щетками, при этом доводить поверхность до металлического блеска не допускается. Применять для удаления продуктов сгорания ветошь, мешковину и другие материалы органического происхождения не допускается.
- После обработки стальными щетками с контактных поверхностей необходимо удалить сжатым воздухом или чистой волосяной щеткой остатки отслоившейся окалины, пыли и ржавчины. Результаты контроля качества обработки контактных поверхностей заносят в журнал.
Требования к сварным соединениям
- Сварку конструкций следует выполнять только после проверки правильности сборки конструкций производственным или контрольным мастером
- Сварка стальных конструкций должна выполняться по разработанному технологическому процессу, оформленному в виде типовых или специальных технологических инструкций или по проекту производства сварочных работ (ППСР).
-
Механические свойства металла сварных соединений должны соответствовать следующим требованиям ГОСТ 6996:
- временное сопротивление металла шва должно быть не ниже чем у основного металла;
- твердость металла: не выше 350HV (380HB, 53HRB ) - конструкций группы I согласно СНиП II-23-81* и не выше 400HV (380HB, 100HRB ) для конструкций остальных групп;
- ударная вязкость на образцах типа VI при отрицательной температуре должна быть не ниже 29Дж/см2
- относительное удлинение не ниже 16%
- Отклонение размеров швов сварных соединений от проектных не должно превышать значений, указанных в ГОСТ 5264,ГОСТ 8713, ГОСТ 11533, ГОСТ 11534, ГОСТ 14771, ГОСТ 23518.
- Размеры углового шва должны обеспечивать его рабочее сечение, определяемое величиной проектного значения катета с учетом предельно допустимой величины зазора между свариваемыми элементами; при этом для расчетных угловых швов превышение указанного зазора должно быть компенсировано увеличением катета шва.
- Швы сварных соединений и конструкции по окончании сварки должны быть очищены от шлака, брызг и натеков металла. Приваренные сборочные приспособления и выводные планки надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
- Оборудование для сварки должно обеспечивать возможность эффективного выполнения сварных соединений по технологическому регламенту. Стабильность параметров режима заданного в технологическом регламенте, которая обеспечивается оборудованием, должна оцениваться при операционном контроле процесса сварки.
- При вынужденном перерыве в работе сварку разрешается возобновлять после очистки концевого участка длиной 50мм и кратера от шлака; этот участок и и кратер следует полностью перекрыть швом.
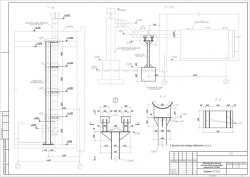
.png "Мачтовая дымовая труба 10м")
.png "Мачтовая дымовая труба 10м")
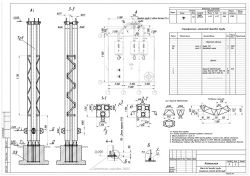
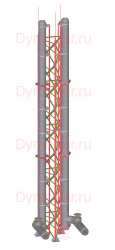
.png "Мачтовая дымовая труба 10м")
.png "Мачтовая дымовая труба 10м")
.png "Мачтовая дымовая труба 10м")

 Новинка
Новинка 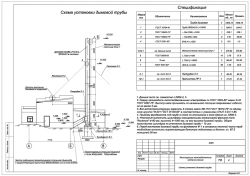
 Новинка
Новинка 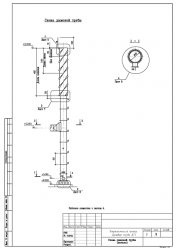
 Новинка
Новинка 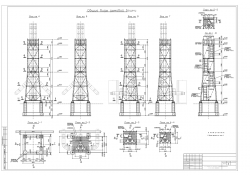 Новинка
Новинка 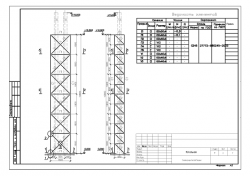
(1)-250.png)
 Новинка
Новинка 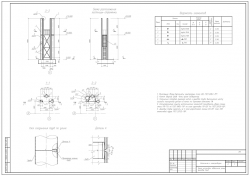 Новинка
Новинка 
















