





Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1.1. Рабочие чертежи разработаны на основании задания на проектирование.
1.2. Уровень ответственности сооружения - нормальный.
- СП 16.13330.2017 Стальные конструкции. Актуализированная редакция СНиП II-23-81*;
- СП 20.13330.2016 Нагрузки и воздействия. Актуализированная редакция СНиП 2.01.07-85*.
2.1. Вытяжная башня представляет собой пространственную решетчатую квадратную в плане конструкцию с расположенными в ней тремя газоотводящими стволами.
2.2. Разработанная конструкция предусматривает возможность свободных взаимных перемещений газоотводящих стволов и башни в вертикальном направлении при их различных температурных деформациях.
2.3. Вертикальное опирание газоотводящих стволов на башню запроектировано и предусматривает подвеску газоотводящих стволов на случай их ремонта.
3.1. Марки стали элементов конструкций приняты в зависимости от вида конструкций с учетом расчетных температур и указаны в ведомостях элементов.
- ГОСТ 23118-2012 "Конструкции стальные строительные. Общие технические условия"
- СП 53-101-98 "Изготовление и контроль качества стальных строительных конструкций"
- указаний типовых серий
- СП 70.13330.2012 "Несущие и ограждающие конструкции". Актуализированная редакция СНиП 3.03.01-87;
- МДС 53-1.2001 "Рекомендации по монтажу стальных строительных конструкций";
- чертежей КМД;
- проекта производства работ (ППР), разработанного специализированной организацией, в котором необходимо учесть всю специфику данного сооружения;
- дополнительных технических требований монтажных организаций
4.3. Все заводские соединения элементов металлоконструкций - сварные. Монтажные соединения на болтах класса точности "В" и сварке.
4.4. Материалы для сварки, соответствующие сталям, принимать по табл.Г.1 приложения В СП 16.13330.2017 Стальные конструкции.
4.5.1. Стыковые, поясные и угловые швы в элементах длиной более 2м рекомендуется выполнять автоматической сваркой под флюсом, прочие заводские швы всех элементов механизированной сваркой в среде углекислого газа или в его смеси с аргоном;
4.5.2. При сварке конструкций из стали с расчетным сопротивлением до 2400 кг/см2, свариваемых со сталями более высокой прочности, применять электроды типа Э42А;
4.5.3. Размеры расчетных сварных швов принимать в зависимости от усилий, указанных на схемах и в ведомостях элементов конструкций, кроме оговоренных в узлах, а также в зависимости от толщин свариваемых элементов;
4.5.4. Сварные швы с разделкой кромок выполнять с полным проваром, с обязательной зачисткой и последующей проваркой корня шва, качество всех сварных швов с полным проваром должно быть проверено неразрушающими методами контроля;
4.5.5. Минимальные катеты угловых швов принимать по табл.38* СП 16.13330.2011, минимальная длина угловых швов - 60мм.
4.6. Соединения на обычных болтах класса точности В.
5.1. Защита стальных строительных конструкций от коррозии должна производиться в соответствии с указаниями СП 28.13330.2017 "Защита строительных конструкций от коррозии". Актуализированная редакция СНиП 2.03.11-85, ГОСТ 9.402-2004 "Подготовка металлических поверхностей перед окрашиванием", СП 72.13330.2016 "Защита строительных конструкций и сооружений от коррозии". Актуализированная редакция СНиП 3.04.03-85.
5.2. Подготовка поверхностей перед окрашиванием должна осуществляться путем удаления вспомогательных элементов, заусенцев, сварочных брызг, остатков флюса, ржавчины и прокатной окалины с помощью ручного или механизированного абразивного инструмента и очистки от жировых и прочих загрязнений с помощью волосяных кистей или ветоши, смоченных в уайт-спирте.
5.3. Качество очистки поверхностей на заводе-изготовителе должно соответствовать третьей степени очистки от окалины и ржавчины и 1 степени обезжиривания по ГОСТ 9.402.2004.
5.4. Качество лакокрасочного покрытия должно соответствовать VI классу по ГОСТ 9.032-74* и контролироваться по внешнему виду путем визуального осмотра 100% поверхности конструкции, времени высыхания, адгезии и толщине.
5.5. Окрашивание металлоконструкций производить на заводе-изготовителе нанесением двух слоев грунтовки ХС-010 (ГОСТ 9355-81) с последующей окраской четырьмя слоями эмали ХВ-124 (ГОСТ 10144-74).
5.6. Нанесение лакокрасочных покрытий производить при температуре окружающего воздуха не ниже 15 С и относительной влажности воздуха не выше 80%.
5.7. Антикоррозийная защита газоотводящих стволов не предусматривается.
5.8. Требования безопасности.
- ГОСТ 12.3.016-87 "ССБТ. Строительство. Работы коррозионные. Требования безопасности".
- ГОСТ 12.3.005-75* "Работы окрасочные. Общие требования безопасности".
 Новинка
Новинка 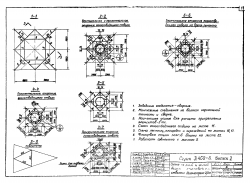 Бесплатно
Бесплатно 
















