Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее








Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1. За условную отметку 0,000 принят уровень чистого пола котельной.
2. Сварку элементов металлоконструкций производить по контуру прилегания деталей сплошным швом электродами типа Э-42А, Э-50А по ГОСТ 9467-75*, ГОСТ 5264-80*. Фасонки к поясам варить швом Т8, элементы решетки к фасонкам варить швом Н1. Катеты сварных швов принимать по минимальной толщине свариваемых деталей. Угловые сварные швы выполнять с плавным переходом к основному металлу, исключая резкие переходы и концентраторы напряжений.
3. Перед нанесением защитных покрытий поверхности стальных конструкций должны быть очищены до степени очистки 3 по ГОСТ 9.402-2004 механическим методом. После очистки сварные соединения обработать фосфатирующим грунтом ТУ 2312-009-98310821 ("Фосфогрунт").
4. В процессе монтажа соприкасающиеся плоскости фланцев смазать битумом марки БН 70/30 ГОСТ 6617-76.
5. Для обеспечения молниезащиты объекта на вертикальном поясе поддерживающей фермы установить молниеприемник L=2000мм, отм.верха стержня на 1м выше отм.верха дымовых труб.
6. На отметках установки диафрагм жесткости выполнить переходные площадки с лестницами между ними.
7. Ограждение вертикальных стремянок выполнить по типу ОСХ серия 1450.3-7.94.
8. Для светового ограждения дымовой трубы на верхней секции фермы устанавливаются заградительные огни.
9. Трубы и газоходы выполнены из элементов модульных дымоходов, количество и номенклатура которых определяется производителем.
10. Размеры на чертежах, обозначенные (*) уточняются после передачи схем расположения конструкций дымовых труб производителем.
 Новинка
Новинка 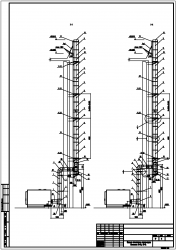 Новинка
Новинка 

 Новинка
Новинка  Новинка
Новинка 
















