



Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее
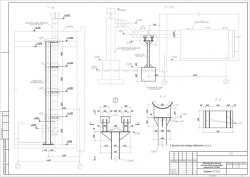
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
Газоходы предназначены для отвода дымовых газов от котла наружного применения "Феникс-200", работающих на природном газе. Температура отводимых газов до 200 °C.
За относительную отметку 0,000 принят уровень чистого пола в здании лабораторно-бытового корпуса.
Материал для металлоконструкций выбран исходя из требований, приложения В, СП 16.13330.2017 и частичной унификации проката. Расход материала по элементам конструкции см. лист 4.
2.1. Элементы крепления газоходов: Из горячекатаного фасонного проката, стали марки Ст3пс5 (С245) по ГОСТ 535-2005 (ГОСТ 27772-2015);
2.2. Нерасчетные элементы запроектированы: Из горячекатаного фасонного проката, стали марки Ст3пс2 (С235) по ГОСТ 535-2005 (ГОСТ 27772-2015); Из горячекатаного листового проката, стали марки Ст3 (С235) по ГОСТ 16523-97 (ГОСТ 27772-2015);
2.3. Газоходы из модульных элементов:
Внутренняя оболочка - из аустенитной стали марки 08Х18Н10 по ГОСТ 5632-2014 (AISI 304).
Внешняя оболочка - из оцинкованного листа СВ-08кп ГОСТ 9045-93 с полимерным покрытием по ГОСТ 34180-2017
2.4. Допускается применение марок сталей по другим ГОСТам и ТУ при условии соответствия их химических и механических свойств.
Металлоконструкции должны быть изготовлены по деталировочным чертежам марки КМД с соблюдением требований ГОСТ 23118-2012, СП 53-101-98 и настоящего проекта.
При выполнении сварных соединений все угловые швы следует выполнять с плавным переходом к основному металлу. Все стыковые швы необходимо выполнять с полным проваром по толщине. Прерывистые швы и электрозаклепки не допускаются.
Все заводские соединения элементов - сварные, монтажные - на болтах нормальной точности и сварке.
Для сварки стальных конструкций необходимо применять электроды, сварочную проволоку, флюсы и углекислый газ в соответствии с п. 5.5 и таблицами Г.1. и Г.2. СП 16.13330.2017. Заводские сварные швы должны быть выполнены полуавтоматической сваркой в среде углекислого газа по ГОСТ 14771-76. Монтажные швы должны быть выполнены ручной сваркой по ГОСТ 5264-80, электродами типа Э42А по ГОСТ 9467-75*. Длину сварных швов следует принять по длине стыка свариваемых элементов, катет неоговоренных сварных швов - по наименьшей толщине свариваемых элементов.
Для болтовых соединений в проекте приняты болты нормальной точности, без контролируемого натяжения в исполнении "1" по ГОСТ 7798-70, а также гайки и шайбы к ним по ГОСТ ISO 7040-2014 и ГОСТ 11371-78 соответственно. Класс прочности болтов 8.8 с цинковым покрытием в соответствии с ГОСТ 9.306-85.
Монтаж металлоконструкций с газоходами должен производиться в соответствии с проектом производства работ, разработанным специализированной организацией и требованиями СП 70.13330.2012 "Несущие и ограждающие конструкции", СНиП 12-03-2001 "Безопасность труда в строительстве. Часть 1. Общие требования" и СНиП 12-04-2002 "Безопасность труда в строительстве. Часть 2. Строительное производство".
Антикоррозийная защита металлоконструкций принята в соответствии с требованиями СП 28.13330.2017 "Защита строительных конструкций от коррозии" на основании следующих данных:
- расположение конструкций - на открытом воздухе;
- зона влажности (по СП 50.13330.2012, Прил. В) - нормальная;
- степень агрессивности среды - слабоагрессивная (для группы газов А, по Табл. Б.2, СП 28.13330.2017)
Степень очистки поверхностей стальных конструкции под лакокрасочные покрытия должна быть не ниже 2 по ГОСТ 9.402-2004 (Табл. Х.6, СП 28.13330.2017).
Антикоррозийную защиту металлоконструкций необходимо производить на заводе-изготовителе в соответствии с требованиями СП 72.13330.2016 "Защита строительных конструкций от коррозии". При монтаже поврежденные лакокрасочные покрытия необходимо восстановить соответствующим лакокрасочным покрытием.
Перед покраской все выступающие острые углы и места сварки должны быть сглажены радиусом 2-3 мм.
Металлоконструкции после очистки от ржавчины и обезжиривания, должны быть покрыты грунт-эмалью СБЭ-111 "Унипол" марки Б по ТУ 2313-012-92638584-2013 с общей толщиной покрытия не менее 180 мкм.
Качество лакокрасочного покрытия должно соответствовать классу V по ГОСТ 9.032-74.
Допускается применение эмалей по другим ГОСТам и ТУ при условии соответствия их химических и механических свойств.
Внешняя и внутренняя оболочки газоходов выполнены из оцинкованного листа с полимерным покрытием и нержавеющей стали, не требующие дополнительной защиты от разрушения.
 Новинка
Новинка -250.png) Новинка
Новинка  Новинка
Новинка  Новинка
Новинка 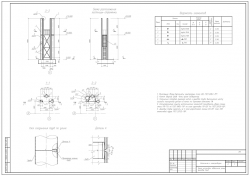 Новинка
Новинка 
















