Сметная документация
Локальный сметный расчет дымовой трубы составляетя по «Методике определения стоимости строительной продукции на территории Российской Федерации»- МДС 81 – 35.2004, введенной в действие с 09.03.2004г....
подробнее





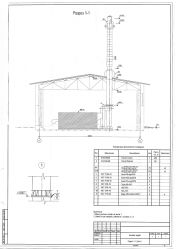
Каждая дымовая труба для котельной или промышленного предприятия разрабатывается в индивидуальном порядке с учетом специфики производства, состава отводимых газов и климатических особенностей района строительства.
1.1. Проект выполнен на основании:
- технического задания на разработку рабочих чертежей металлоконструкций 14 м для размещения газоотводящих стволов.
1.2. Металлоконструкции башни рассчитаны на атмосферные нагрузки и воздействия, соответствующие климатическим условиям, указанным ниже, а также на нагрузки от собственного веса и от веса газоотводящих стволов.
1.3. За относительную отметку 0,000 принята отметка чистого пола котельной.
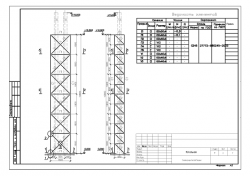
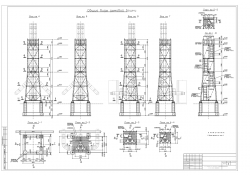
2.1. Башня представляет собой пространственную стержневую конструкцию в виде трехгранной призмы. Снаружи башни по двум граням обращенным к зданию котельной расположены газоотводящие стволы.
2.2. Пояса и решетка башни выполнены из бесшовных горячедеформированных стальных труб. Соединения элементов решетки с поясами запроектированы на сварке.
3.1. Расчет металлоконструкций бани выполнен в соответствии с требованиями СНиП 2.01.07-85* "Нагрузки и воздействия" и СНиП II-23-81 * "Стальные конструкции. Нормы проектирования".
3.2. Максимальные усилия в элементах, полученные при расчете, приведены на схеме усилий.
3.3. Башня удовлетворяет требованиям по деформативности в горизонтальной и вертикальной плоскостях.
4.1. При проектировании металлоконструкций башни использован следующий сортамент стали:
а) пояса и решетка ствола:
- трубы бесшовные горячедеформированные стальные по ГОСТ 8732-78
- уголки горячекатаные равнополочные по ГОСТ 8509-93
- сталь листовая по ГОСТ 19903-74
б) лестницы и площадки:
- уголки горячекатаные равнополочные по ГОСТ 8509-93
- круглая сталь по ГОСТ 2590-88
4.2. Для металлоконструкций башни приняты следующие марки сталей по ГОСТ 27772-88*:
- элементы конструкций собственно опор из фасонного и листового проката - сталь 09Г2С по ГОСТ 19282-73*, С345 по ГОСТ 27772
- для изготовления обустройства плит применять листовую сталь по ГОСТ 19903 марки С345-3 по ГОСТ 27772 с гарантированными механическими свойствами в направлении толщины проката. Сталь С345-3 должна удовлетворять следующим требованиями: относительное сужение стали в направлении толщины проката z ≥ 15%, минимальное для одного из трех образцов z ≥ 10%.
Проверку механических свойств стали в направлении толщины проката осуществляет завод-изготовитель.
4.4. Допускается применение сталей по другим ГОСТам и ТУ при условии соответствия их химических и механических свойств стали данного класса по ГОСТ 27772-88*.
4.5. Заводскую сварку производить ручной дуговой сваркой ГОСТ 5264-80 электродами типа УОНИ 13/55, ОЗС-12, ОК48 и LB52U.
4.6. Монтажную сварку производить электродами типа Э-46А и Э-50А по ГОСТ 9467-75*.
4.7. Сварные швы принимать по ГОСТ 5264-80*. высоту неоговоренных на чертежах угловых сварных швов принимать по расчету в соответствии с требованиями табл.38 п.12.8 СНиП II-23-81*.
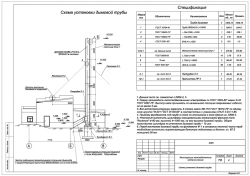
4.9. В проекте использованы системы двойных дымоходов с теплоизоляцией. Внутренний слой системы отвода продуктов сгорания изготовлен из нержавеющей стали высоколегированной стали, которая гарантирует длительную устойчивость к воздействию кислого конденсата. Наружный слой изготовлен из кислотоустойчивой стали, обеспечивающей длительную устойчивость к воздействию окружающей среды. Внешний слой является несущим. Толщина жесткого негорючего базальтового утеплителя 50мм.
5.1. Монтаж металлоконструкций выполнять в соответствии с требованиями СНиП 3.03.01-87 "Несущие ограждающие конструкции", СНиП 12-03-2001 "Безопасность труда в строительстве. Часть 1. Общие требования", СНиП 12-04-2002 "Безопасность труда в строительстве. Часть 2. Строительное производство"
5.2. Точность изготовления элементов должна обеспечить прямолинейность ствола башни. На заводе-изготовителе должна производиться контрольная сборка элементов ствола башни согласно разделу 13 СП 53-101-98.
5.3. Технологический процесс сварки должен обеспечивать хорошее качество сварных соединений, а также минимальные усадочные и остаточные напряжения и деформации элементов.
5.4. Монтаж башни должен производиться по проекту производства работ (ППР), разработанному специализированной организацией, с помощью автокранов. В случае применения других методов монтажа, организация, разрабатывающая ППР, должна выполнить проверочный расчет башни на монтажные нагрузки.
6.1. Окрасочная антикоррозийная защита металлоконструкций трубы принята в соответствии с требованиями СП 28.13330.2011 "Защита строительных конструкций от коррозии" на основании следующих данных:
- месторасположение конструкций - на открытом воздухе
- степень агрессивности среды по приложению Б.1 СП 28.13330.2011 (группа газов по СП 131.13330.2012) - слабоагрессивная
6.2. Степень очистки поверхностей стальных конструкций под лакокрасочное покрытие согласно таблице Х.6 СП 28.13330.2011 должна быть не ниже 3.
6.3. Антикоррозийную защиту металлоконструкций башни производить на заводе-изготовителе полисилоксановым лакокрасочным материалом для защиты металла на основе полисилоксанов, модифицированных акриловыми смолами и соединенными на их основе : "АРМАКОТ S70" либо "АРМАКОТ F100" по грунтовке "АРМАКОТ 01" по ТУ 2312-009-23354769-2008.
6.4. Монтажные сварные швы соединений конструкций должны быть покрыты двумя слоями эмали ЭП-1155 по ТУ6-10-1504-75 по одному слою протекторной грунтовки ЭП-057 по ТУ6-10-1117-75.
6.5. Качество лакокрасочного покрытия должно соответствовать классу IV по ГОСТ 9.032-74.
6.6. Работы по антикоррозийной защите конструкций выполнять в соответствии с требованиями СНиП 3.04.03-85 "Защита строительных конструкций от коррозии"
 Новинка
Новинка (1)-250.png)
 Новинка
Новинка